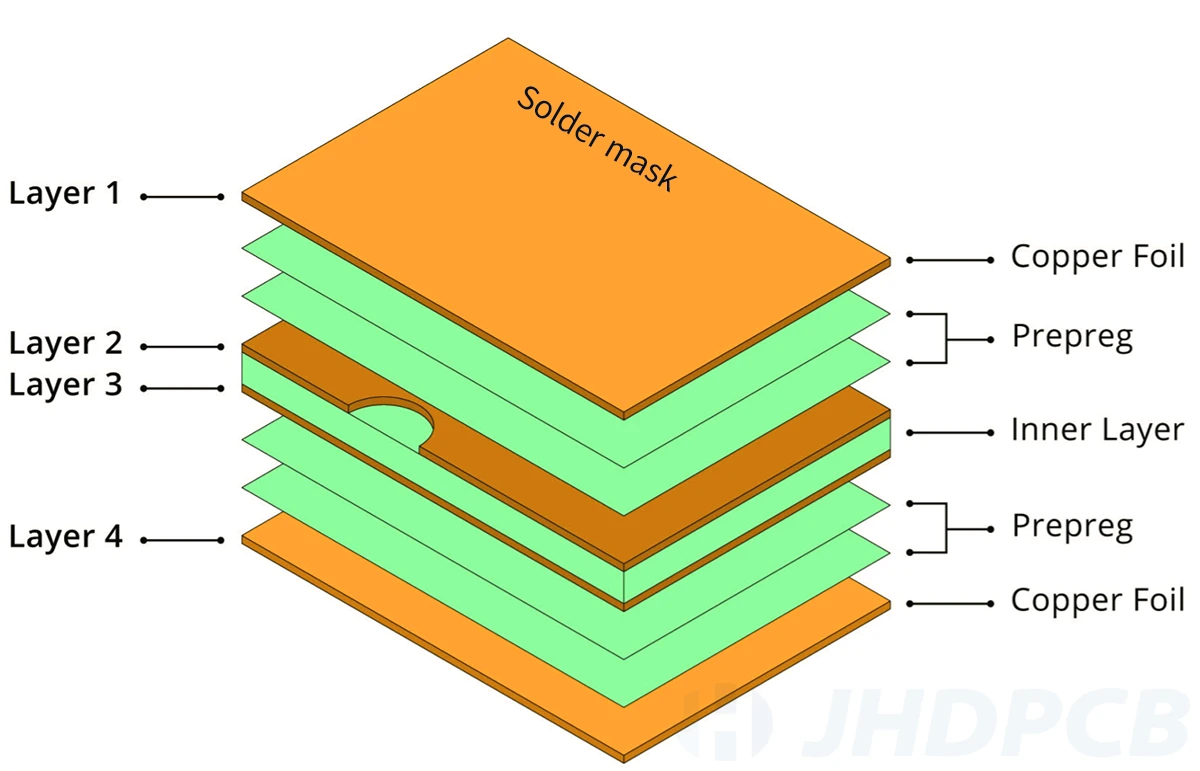

The most common application of prepreg in PCB manufacturing is to bond the copper field of copper-coated laminate to the copper foil in a multi-layer rigid PCB. Furthermore, it finds application in the production of flexible circuit or rigid-flex circuit board.
In flexible circuits with stiffened plates, PCB layers are realized from one side to multiple layers. In this case, the application of prepreg is to glue the FPC to the stiffened plate.
In stiff-flex plate types, PCB layers are double-sided to multilayer types. This construction is achieved by combining CCL with copper foil using prepregs or FPC with stiffeners.
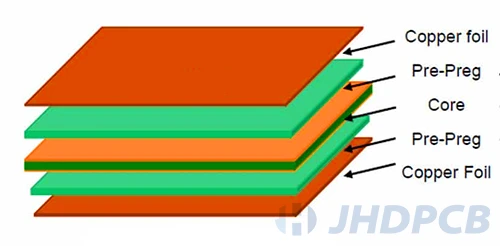
Because of the similarity between prepregs and core materials, it is easy to confuse them. In short, the core is prepreg and laminate the product. Therefore, its rigidity is much greater than prepreg. The core wire is made of fiberglass epoxy laminate with copper on both sides to make it flame retardant.
On the other hand, in the absence of lamination, the prepreg will be partially dry and less rigid than the core. Core and prepreg in PCB dielectric constant are different. The dielectric constant of the core remains unchanged, while that of the prepreg changes after laminating. Different dielectric constants are also functions of:
- Type of resin;
- Glass weave;
- Resin content;
Accurate impedance matching is difficult to achieve. In addition, the exact dielectric constant and the loss in interconnection are also difficult to predict. This is because the prepreg embryo and the core are not necessarily compatible, and the core/prepreg billet stacks have different dielectric constants.
In fact, the desired thickness can be achieved by combining the prepreg layer, where the sheets are placed on top of one another.
At high voltage, whether using PCB core or prepreg materials, there will be leakage and leakage current problems. The creep electrical specification for FR4 materials requires the electromigration of copper and growth of conducting filaments. For the sake of resolving this problem, and also to enhance the glass transition and decomposition temperature, people began to choose non-dicyandiamide resin.
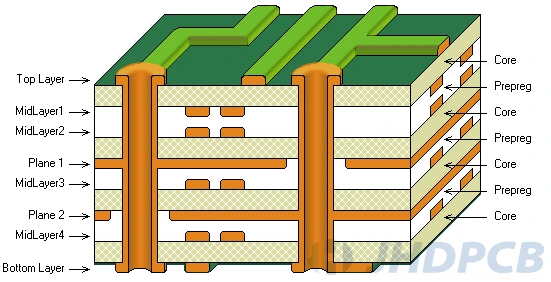
Core material and prepreg are an integral part of PCB. Although the prepreg core is the basic PCB material, the multilayer PCB is connected by prepreg. There is a clear difference between the two( prepreg vs core), the core is cured while the prepreg is plastic, meaning it can easily form flakes. The material melts at high temperatures, helping the layers fuse together. Click to view more detailed PCB core material copper clad laminate knowledge.