
Wave solder is a batch soldering process used in printed circuit board manufacturing.The circuit board goes through a plate of melted solder, in which the solder produced by the pump surges upwards and looks like standing waves.The circuit board is in contact with this wave to solder the components to the circuit board.Through-hole printed circuit assemblies and surface mounting can both be soldered using the wave soldering technique.For the latter, the placement device glues the component to the surface of the printed circuit board (PCB) and then begins to melt the solder wave.This is called smt wave soldering.Miniature wave soldering is aimed at locally selective welding with high welding accuracy, while the primary purpose of wave soldering is to solder through-hole components, although surface-mounted components can also be soldered using this method.
Since through-hole components are almost superseded by surface-mount components, wave soldering is also give away to reflow soldering in many large electronic applications.Nevertheless, wave soldering still plays an important role in situations where surface-mount technology (SMT) is not viable or sufficient, such as with large power devices and connectors with high pin counts, or in cases where simple through-hole technology is predominant, such as with some major household appliances.

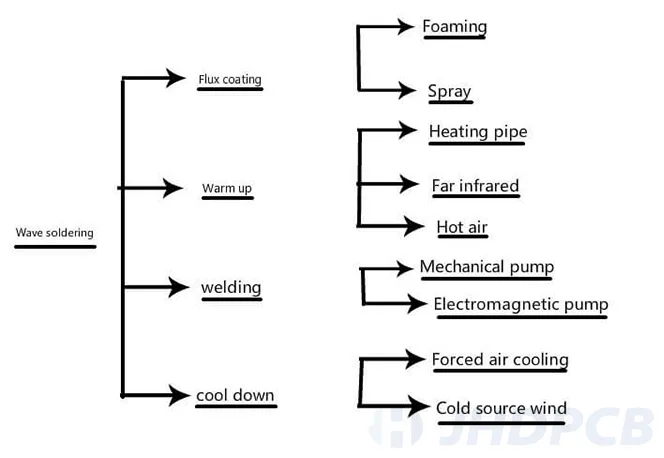
The steps of diy wave soldering include the following aspects:
During the reflow soldering process, a mixture of solder and flux known as solder paste is applied to the pads. Components are then placed onto the solder paste, creating a temporary connection. The PCB is subsequently heated in an oven using hot air, infrared radiation, or other forms of heat radiation. The oven temperature is carefully monitored and controlled to ensure that the solder paste melts and solidifies, forming stable solder joints.
- The typical flow for single-sided mounting involves the following steps:
solder paste printing > pick-and-place >reflow soldering > inspection. - For double-sided mounting, the process includes the following steps:
solder paste printing on the A-side > pick-and-place > reflow soldering > solder paste printing on the B-side > another pick-and-place > another round of reflow soldering > finally inspection.
The reflow soldering process consists of several crucial steps, each of which is necessary to ensure that the board is heated to the correct temperature without requiring any adjustments or thermal shocks. Maintaining the proper temperature in the reflow chamber or tunnel is critical for producing high-quality solder joints. The steps of diy reflow soldering include the following aspects:
- Preheat
It is crucial to ensure that the board is exposed to the appropriate temperature during reflow soldering. If the temperature is too high, there is a risk that the board’s components or the board itself may be damaged due to thermal stress. Similarly, introducing the board to the temperature too rapidly can result in certain areas not receiving the required amount of heat due to thermal mass. Conversely, if the board is introduced too slowly, it may be difficult to achieve the desired temperature. Generally, the recommended temperature increase rate for infrared reflow soldering is between 2-3 degrees/sec, although this rate can occasionally be adjusted to 1 degree/sec. - Thermal soak
Following the board’s exposure to the right temperature, the subsequent step is commonly referred to as thermal soaking. This process involves maintaining the board at the optimal temperature for a set period. There are several reasons for thermal soaking. Firstly, it ensures that any sections of the board that were not adequately heated due to shadowing are brought up to the correct temperature. Secondly, it eliminates any solvents or volatile content from the solder paste and activates the flux. The soak phase typically lasts anywhere from 60 to 120 seconds, depending on the mass differential of the assembly and the types of components present. The duration of the soak can be shortened if heat transfer during this phase is more efficient. - Reflow
The reflow stage is the crucial part of the soldering process where the desired temperature is attained, and the solder melts to form the required joints. During this stage, the flux works to reduce surface tension, particularly at the metal junctions, to facilitate a metallurgical bond. - Cooling
The final step of the soldering process is to cool the board down, and it must be done carefully to prevent stress on the components. Effective cooling is essential to avoid the formation of thermal shock and excessive intermetallic compounds. Typically, cooling takes place in an area with a temperature range of 86-212 degrees Fahrenheit. This temperature range allows for rapid cooling while ensuring that strong joints are formed.