Prior to board layout design, a PCB’s copper and insulating layers are arranged in a process known as layer stacking. Layer stacking enables you to fit more circuitry on a single board using different PCB layers, but the PCB layer stack design’s structure also has numerous other benefits.
- When designing high-speed PCB layouts, PCB layer stack-up can help you reduce the amount of radiation, impedance, and crosstalk problems that your circuit is susceptible to.
- You may also reconcile the necessity for an economical, effective production process with worries about signal integrity problems with the aid of a solid PCB layer stack.
- Appropriate PCB stack-up layers can help improve the design’s electromagnetic compatibility.
For a multi-layer PCB, typical layers include ground plane (GND plane), power plane (PWR plane) and internal signal plane
Multiple layers increase the board’s ability to distribute energy, reduce crosstalk, eliminate EMI and support high-speed signals. The PCB stackup design has several more benefits in addition to allowing you to have many electronic circuits on a single board thanks to its various levels.
Stacked PCB layers help minimize circuit vulnerability to external noise and minimize radiation and reduce impedance and crosstalk issues in high-speed systems; Good PCB stack-up also contributes to efficient and low-cost finished production; Proper PCB layer stacking might enhance your project’s electromagnetic compatibility.
Board thickness is rarely taken into account for PCBs that are single- or double-layered The stack of materials, however, starts to become increasingly important with the introduction of multilayer PCBs, and eventually cost is the aspect that influences the total project. The simplest stackup can consist of a 4 layer PCB, up to more complex stackups requiring professional sequential lamination. The higher the number of layers, the more freedom the designer has to unravel his circuit and the less chance of getting stuck in an “impossible” solution. PCB overlay operations include the arrangement of copper and insulating layers that make up the circuit. The stackup you choose certainly plays an important role in the performance of your board in several ways.
1 Layer PCB vs 2 Layer PCB
One layer of conductive material makes up the 1 Layer PCB stack up, which is ideal for low density and straightforward designs. 2 Layer PCBs contain 2 layers and the layout is easier for more alignments. 2 Layer PCB stackup provides a larger surface area to accommodate conductor patterns. Its surface area is twice that of a one-layer PCB.
4 Layer printed circuit boards
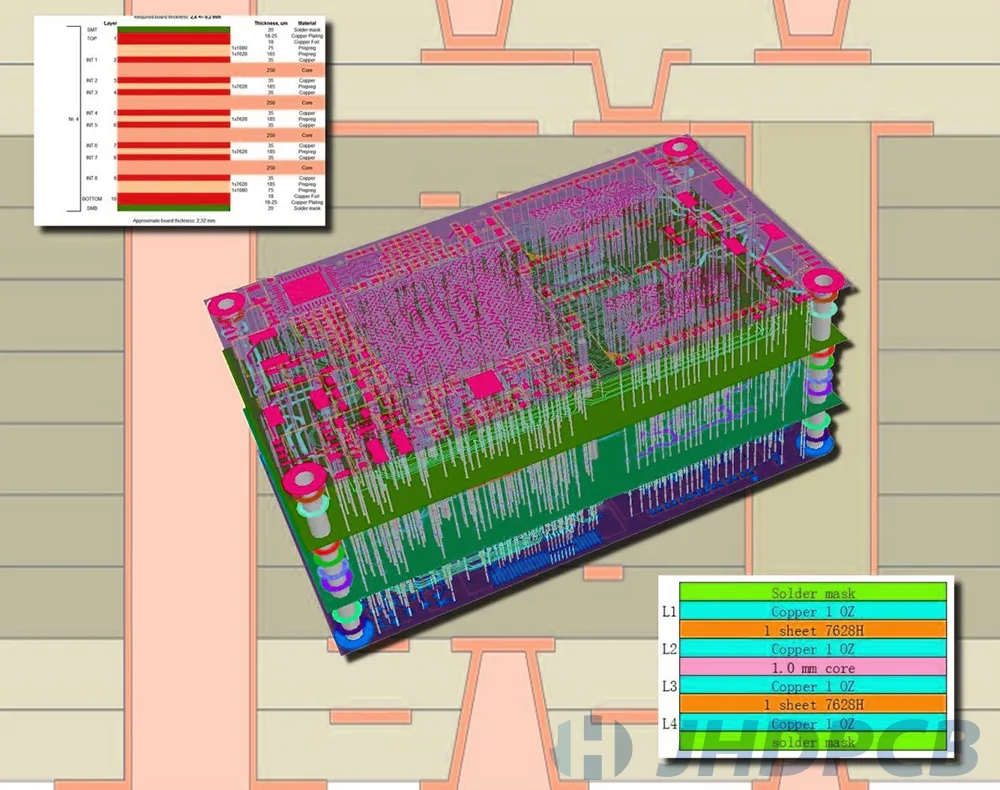
A printed circuit board containing four conductive layers—the top layer, two inner layers, and the bottom layer—is referred to as a four-layer PCB. The top and bottom outer layers are utilized for positioning components and signal routing, while the two inner layers, known as the core, are typically employed as power or ground planes.
Surface mount devices and through-hole components can be connected to the outer layer using exposed pads in a solder-resist layer, which is typically used as a placement point. When four layers are fused together to create a board, through-holes are frequently utilized to establish connections between the layers.
The breakdown of these layers is given below.
- Layer 1: This is the base layer and is usually made of copper.It serves as the foundation for the entire board and gives the other layers support.
- Layer 2: This is the power supply layer. It is so named because it offers all of the components on the board a stable and clean power supply.
- Layer 3: This layer serves as the board’s ground source and is known as the ground plane.
- Layer 4: The top layer is used to route signals and provide connection points for the components.
This is the typical four layer PCB stackup configuration, though it can be changed depending on the design requirements and the layer with the greatest number of signals.
The 4 layer PCB is more versatile and has a wider range of applications than the traditional 2-layer PCB. The additional layers also provide superior thermal management and signal integrity. They are thought to be superior to 2-layer PCBs for these and many more reasons.
6-Layer PCBs
A 4-layer board becomes a 6-layer PCB when two more signal layers are put in between the planes. 6-layer PCBs have a standard stack of 4 wiring layers (two outer and two inner layers) and 2 internal planes (one for ground and the other for power). This dramatically increases EMI (electromagnetic interference), which is the energy that destroys signals in electronic equipment through radiation or induction, by offering two inside layers for high-speed signals and two external layers for low-speed signals.
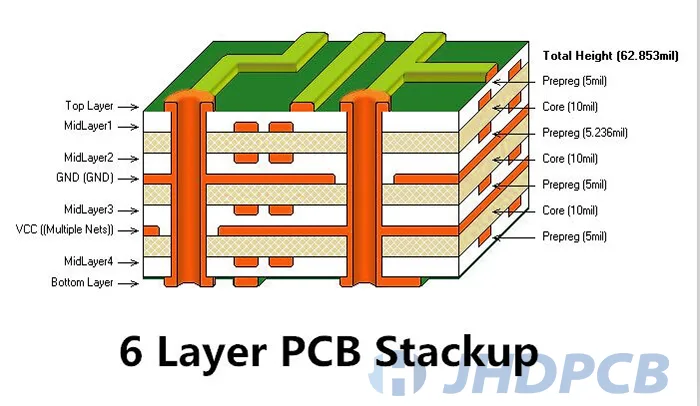
There are several configurations for 6-layer PCB stacks, but the utilization of power, signal, and grounding layers is determined by the needs of the application.
The top layer, internal ground layer, core, internal wiring layer, internal wiring layer prepreg, core, internal power layer prepreg, and bottom layer make up a basic six-layer PCB stackup.
Although standard, this arrangement is not suitable for all layer stackup in PCB designs and therefore may require re-positioning of layers or having more specific layers. However, placement must take into account wiring efficiency and crosstalk minimization.
PCB layer planar spiral coils, hollow inductors inside RF modules for TV receivers, surface-mounted devices.
8 Layer circuit boards
The 8-Layer PCB has four signal layers and four planes stacked on top of each other. The ground, power, and signal layers are some of these layers. Crosstalk between the signal layers is minimized by the ground and power layers. 8-layer PCBs with stacked layers provide high-quality cabling, enhanced signal routing and increased efficiency in complex compact devices.
8-Layer PCBs also benefit from their high current alignments, which are typically very thick and have low impedance.
They also provide higher EMC (electromagnetic compatibility) performance, higher power and ground plane isolation, and high-speed signal routing.
10 Layer circuit boards
Consider a 10-layer board if your design calls for six wiring layers. Six signal layers, four planes, and a strong connection between the signal and return planes make up a 10-layer PCB stack. A typical 10-layer design is arranged as follows.
Signal Layer 1
Ground plane
Signal layer 2
Signal layer 3
Power plane
Ground plane
Signal layer 4
Signal layer 5
Power plane
Signal Layer 6
For this arrangement, high-speed signals are typically routed on the internal signal layer. If stacked and routed properly, this setup can provide excellent signal integrity and excellent EMC performance. Replacing any ground or power layers with additional signal layers is not recommended, as this can lead to poor performance.





